PACK制造工艺系列:新能源PACK工艺文件——过程质量控制计划(附源文件)
PACK制造工艺系列:新能源PACK工艺文件——过程质量控制计划(附源文件)本文约2200字,5张图片阅读预计3-4分钟~ 第1步电芯分选电芯分选是确保电池包一致性和安全性的源头环节。如果电芯本身参数差异大,后续工艺再好也无法保证电池包的性
本文约2200字,5张图片
阅读预计3-4分钟~
第1步电芯分选
电芯分选是确保电池包一致性和安全性的源头环节。如果电芯本身参数差异大,后续工艺再好也无法保证电池包的性能和寿命。
工艺目标从大批量电芯中,筛选出电压、容量、内阻等参数高度一致的电芯,为后续配组做准备。
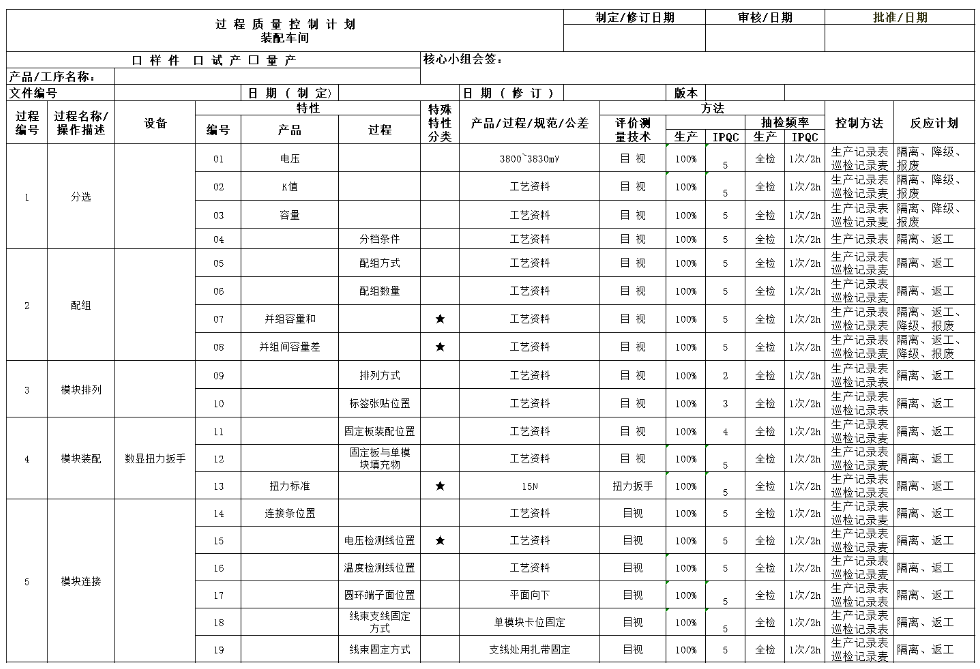
控制方法使用专业设备测试后,100%目视确认测试结果和分档标签。数据记录于《生产记录表》。
反应计划不合格品隔离、降级或报废,坚决不流入下道工序。
关键控制点
电压严格控制在3800~3830mV范围内。保证所有电芯在初始状态处于同一能量水平。
K值代表电芯的自放电率。K值大的电芯自放电快,成组后会影响整体电量,并给BMS的均衡带来负担。
容量确保每颗电芯的实际容量符合工艺要求,是电池包总容量达标的基础。
分档条件根据上述参数,将电芯分成不同的等级档位。

第2步电芯配组
将分选好的电芯,按照既定规则组合成所需的电芯串并联单元。
工艺目标形成性能均一的电芯组,确保并联电芯之间、串联模组之间的参数匹配。
控制方法100%目视检查配组结果和记录数据。
反应计划不合格则隔离、返工,重新配组。
关键控制点
配组方式与数量严格按照工艺要求进行(如3并4串等)。
并组容量和(★)并联在一起的电芯总容量需满足要求。
并组间容量差(★)这是关键安全特性。并联电芯间的容量差必须极小,否则充放电时电流会集中流向容量小的电芯,导致其过热,引发热失控风险。
第3步模块排列与装配
将配组好的电芯组合成固定的模块(模组),并完成初步的结构固定。
工艺目标将电芯组安全、可靠地固定成机械结构稳定的模组。
控制方法目视检查位置,100%检查扭矩,并记录。
反应计划问题产品隔离、返工。
关键控制点
排列方式确保电芯极性、方向正确。
固定板装配位置与填充物保证结构稳固,避免振动引起损坏。
扭力标准(★)使用数显扭力扳手对固定板螺丝施加精确的15N·m扭矩。扭力不足会松动,过大则会损伤电芯或螺纹。

第4步模块电气连接与辅助安装
在模组上安装连接条、采集线(电压、温度)、BMS等电气部件。
工艺目标实现模组内部及模组与BMS之间的可靠电气连接和信息采集。
控制方法100%目视检查位置和外观,扭力扳手100%检查。
反应计划隔离、返工,对扭力不合格的还需重检。

关键控制点
连接条/电压检测线/温度检测线位置确保连接正确,无短路风险。
线束固定方式使用扎带等可靠固定,防止因晃动磨损导致短路。
放置平弹垫 & 打胶确保螺母防松。打胶的区域和用量(胶痕宽度1-2mm)有严格规定,既要防松,又不能污染其他部位。
紧固连接条扭力(★)再次使用扭力扳手控制15N扭矩,保证电气连接良好,降低接触电阻。
第5步模块检验
工艺目标确保每个模组的尺寸、电气性能和安全指标全部合格。
控制方法使用内阻测试仪、万用表、绝缘阻值测试仪等专业工具100%
全检。
反应计划不合格品隔离、返工,并对关键安全特性(内阻、绝缘)进行重检。
关键控制点
模块内阻(★)反映连接质量。内阻过大意味着连接不良,会发热。
模块总压验证串联后的电压是否正确。
绝缘阻值(★)这是安全底线。使用绝缘阻值测试仪检验,必须≥200MΩ,确保高压部分与模组外壳完全绝缘。
尺寸、插头、测温头阻值等全面验证所有细节。
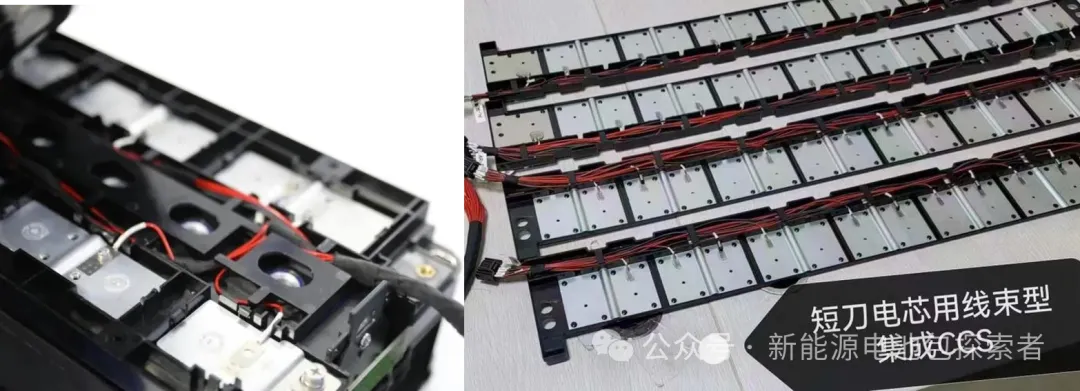
第6步安装CCS
将检验合格的模组、BMS、线束等部件安装到电池箱体内。
工艺目标在箱体内完成所有部件的机械固定和电气连接,形成完整的电池包。
控制方法目视检查位置、型号,扭力扳手检查关键连接点。
反应计划隔离、返工,并对关键步骤重检。
关键控制点
元器件/接插件型号与固定确保使用正确的部件并安装牢固。
模块入箱顺序(★)按编号顺序入箱,这与BMS的采集顺序对应,错序会导致BMS误判电芯位置。
多层级的扭力标准(★)对箱体内模块固定、电气连接等所有螺丝点施加规定扭力(如15N),确保整体机械和电气连接的可靠性。
线束连接质量要求“插头不受力、动力线不晃动”,防止长期震动导致接头松脱或线缆磨损。
第7步CCS焊接
这是电池包出厂前最关键的全面测试。
工艺目标全面验证电池包的功能、性能和安全保护机制。
控制方法由设备自动完成,操作员目视监控测试流程和结果判定。
反应计划异常产品隔离,并进行调机(校准设备)、返工(维修)、重检,直至合格。
关键控制点(全部为★特殊特性)
BMS测试验证BMS能否正确采集电压、温度,能否正常通信。
充放电测试使用700V/300A测试柜进行充放电循环,检验电池包的容量、效率等性能指标。
组装测试/成品测试检查BMS的保护功能是否灵敏可靠,如过充、过放、过流、短路、过热等保护措施必须及时准确动作。

第8步箱体密封与打包
对通过检测的合格电池包进行最后封装,准备出厂。
工艺目标确保电池包的密封防护等级(如IP67)和运输安全。
控制方法100%目视检查。
反应计划隔离、返工。
关键控制点
箱体密封方式箱体边缘贴密封胶,防止水汽、灰尘进入。
箱盖内加绝缘在箱盖和高压部件之间增加绝缘层,提供额外保护。
打包质量电池箱在托板上必须固定牢固,外观无损伤,配件齐全。
本文内容仅供参考,具体参数需根据实际需求调整
8、PACK制造工艺系列锂电池膨胀现象与泡棉缓冲材料的设计
9、PACK制造工艺系列电池包模组成组及捆扎方案(模块盒、PET塑钢带、钢带、焊接、CTP粘接)
原文标题:PACK制造工艺系列新能源PACK工艺文件——过程质量控制计划(附源文件)
-
12亿巨资杀入锂业!知名房企海外“抢矿”布局新能源2025-12-25
-
海辰储能发布1300 Ah电芯:是颠覆之作,还是“战略透支”?2025-12-25
-
多股涨停,锂电池产业有什么信号2025-12-25
-
新国标重塑安全基线,小小电芯如何引领移动电源价值回归?2025-12-25
-
江西吉安两大锂电池项目迎新进展2025-12-25
-
楚能新能源“突围战”:极限制造卓越品质2025-12-18
-
PACK制造工艺系列:新能源电池包凝露测试流程2025-12-18
-
卫蓝新能源启动IPO!2025-12-18
-
一颗芯片革了铅酸电池的命——新能源汽车暗藏的百亿市场,惊现破局者!2025-12-05
-
再加码100亿!宁德时代又一新能源电池项目落子2025-12-05
-
【Data Sharing】大容量储能电芯,叠片还是卷绕?2025-12-05
-
5.6GWh锂电池制造项目即将环评审批2025-12-04
-
LG新能源10%股份即将出售!2025-12-04
-
突发!一新能源工厂起火2025-12-03
-
楚能新能源即将造车2025-11-14