【周观点】特斯拉电池日开启电池革命新时代
【周观点】特斯拉电池日开启电池革命新时代每周一谈1.每周一谈:特斯拉电池日开启电池革命新时代1.1 综合技术改革实现降本增效特斯拉于美国当地时间2020年9月22日,在加州弗里蒙特
每周一谈
1.每周一谈:特斯拉电池日开启电池革命新时代
1.1 综合技术改革实现降本增效
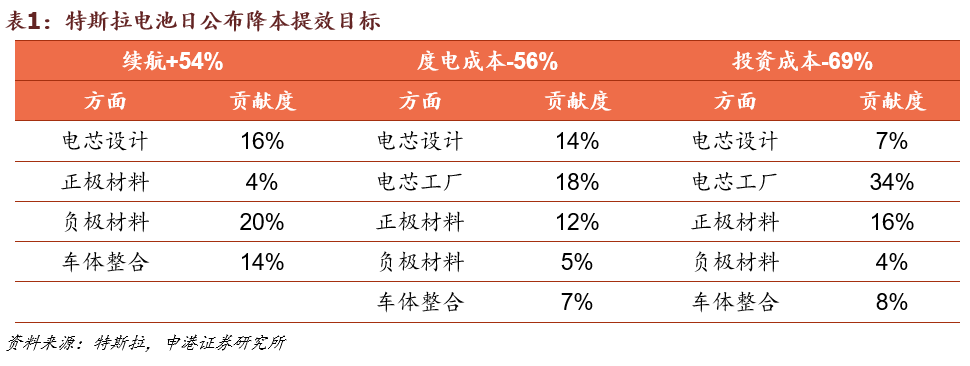
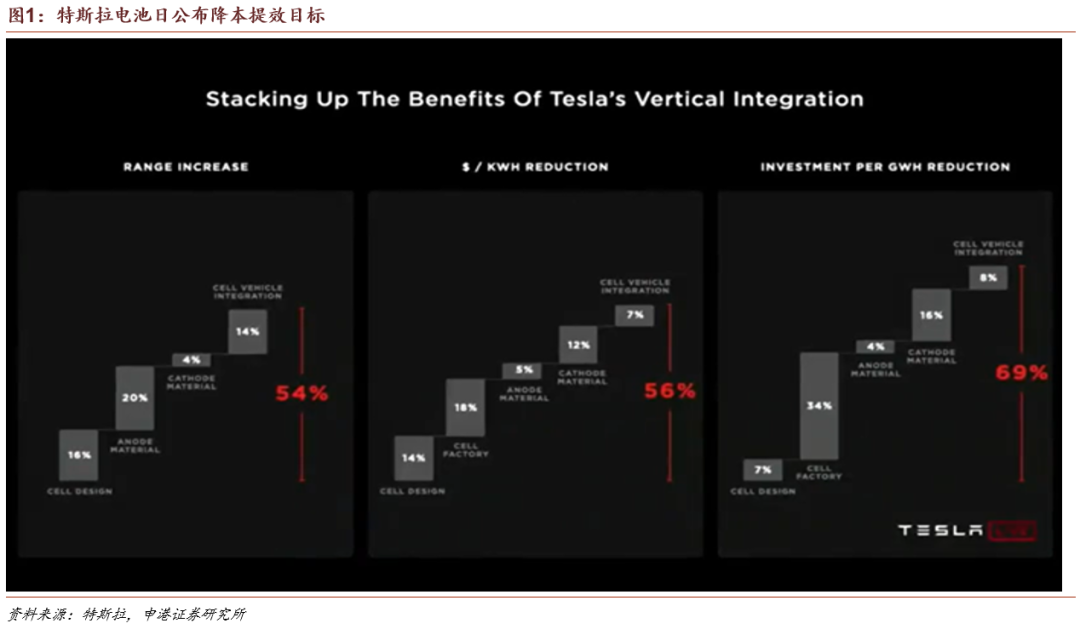
特斯拉于美国当地时间2020年9月22日,在加州弗里蒙特工厂召开2020年度股东大会,并举办电池日发布会,主要针对压缩成本、产能不足等限制因素,从技术改革、生产模式、自建产线等方面提出解决方案。
通过降本提效,使未来特斯拉电动汽车续航里程增加54%、度电成本减低56%、投资成本减少69%,并提出三年内推出定价仅25,000美元新车型的发展目标。
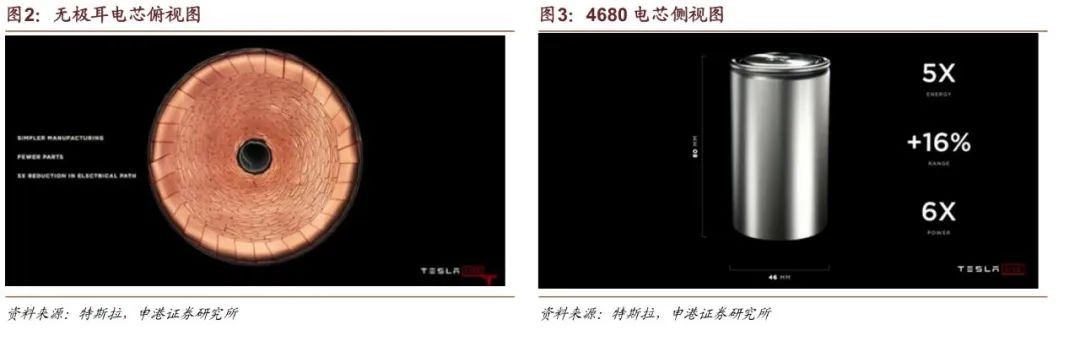
特斯拉发布全新4680电池(高80mm,直径46mm),电量提高5倍、续航提高16%、功率提高6倍、成本降低14%。电池体积和能量密度增大使得散热难度增大,为此4680采用无极耳设计,通过激光技术把极耳去掉,使电芯集流体与电芯盖板/外壳直接相连,接触面积增大从而增大电流、降低传导距离、减小电芯内阻5-20倍,解决散热问题,简化生产工序,减少发热量延长电池寿命,并提高充放电峰值功率。
2017年,特斯拉引入Jeff Dahn研究团队,2020年1月宣布自建1条电池试验线,2020年5月正式披露“无极耳”电池专利。弗里蒙特工厂生产的试验线约一年时间达到1GWh产能,正在考虑提高到2GWh。
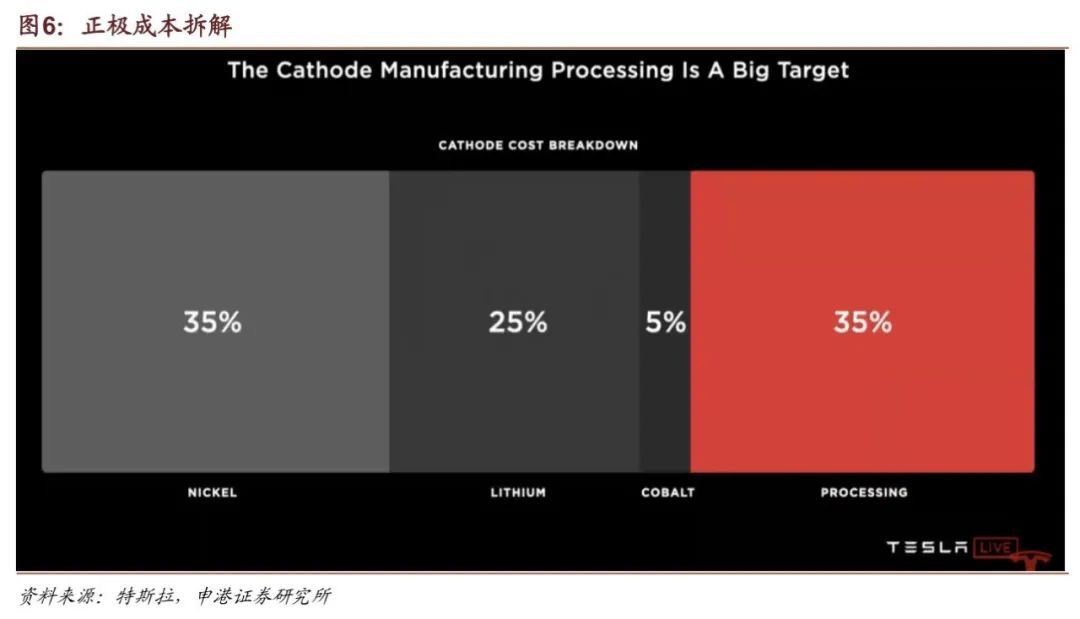
正极材料领域主要通过无钴化+生产工艺优化达到降本增效的目的。钴盐产品中,硫酸钴和氯化钴是最为重要的中间品。其中硫酸钴下游主要应用领域为锂电原料,不仅用来制备钴酸锂电池原料四氧化三钴,也是三元前驱体的主要原料之一,钴价上涨对三元电池生产商产生非常大的成本压力。基于技术成熟度及成本控制规划,我们认为磷酸铁锂将是无钴电池的主要选项。
摆脱对钴的依赖。由于供给端嘉能可收缩产能,需求端3C+动力持续增长,硫酸钴等今年已上涨20%,并仍然处于增长通道。
CTP技术使LFP应用更广泛。CTP技术通过取消模组,减少结构件和重量,能量密度提升10-15%,成本降低可达10%,采用LFP的CTP电池能量密度可达160Wh/kg,续航超过400km,能够满足低配版本需要。
宁德时代LFP技术储备丰厚。2019年宁德时代总装机32GWh,其中三元21GWh,磷酸铁锂11GWh,均为国内第一。LFP主要之前用于客车,经过长期验证,将其复用至乘用车具备条件。

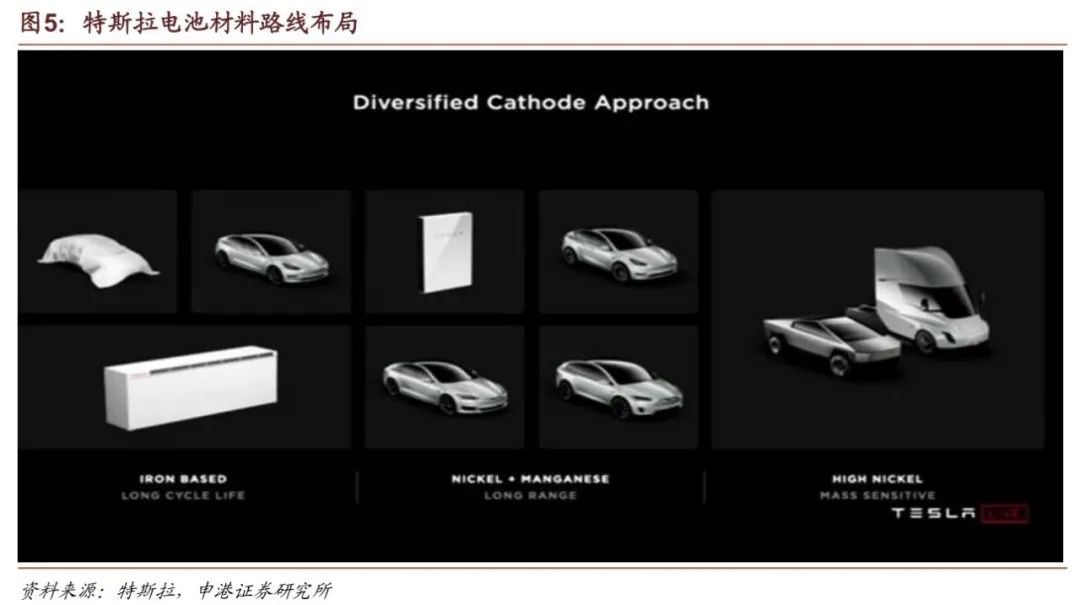
特斯拉在电池日发布其正极材料技术路线的产品排布矩阵:
基础款量产车型(Model 3/Y标准续航版):使用磷酸铁锂,优先考虑使用寿命(充放电次数)
中高端车型(Model S/X,Model 3/Y高性能版,Powerwall):继续使用三元,以保证长续航
能量密集车型(Semi/Cybertruck):高镍三元,钴含量0,性能优先。
正极材料的生产加工环节占其成本构成的35%,通过正极生产环节工艺优化,不再用硫酸盐和前驱体,直接用电解冶炼金属做正极,可使得投资额下降66%,生产成本下降76%。
干电极技术可大幅提高电池能量密度,并有效降低生产成本。特斯拉于2019年2月5日宣布以 2.18 亿美元溢价 55% 收购Maxwell,并于当年5月完成了交易,以获得干电极和超级电容两项核心技术。
干电极技术原理是生产时先对电极进行湿法处理,利用干电极技术,将粉末状的材料压成膜,Maxwell于2004年完成了干电极制造专利的申请,并且已经成功应用于NCM、NCA、LFP等正极材料,目前已经能够实现以下目标:
生产环节上 10 倍的空间利用率和 1/10 的能源消耗
单体能量密度从300Wh/kg提升至500Wh/kg
无溶剂技术将延长电池寿命到2倍,同时对于环境更为友好,可支持下一代无钴、固态电池技术。
减少溶剂搅拌、烘干设备使得成本下降10~20%。

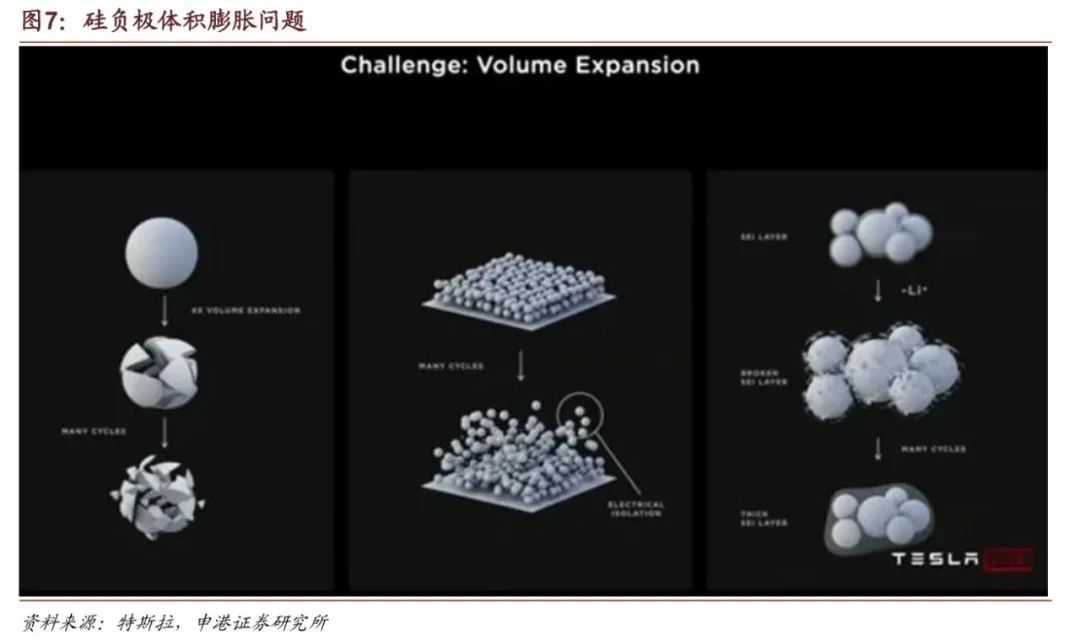
通过负极材料体系更新换代,用硅基代替碳基,提高电池能量密度。硅能量密度远高于石墨,石墨负极能量密度372mAh/g,硅材料理论可达4200mAh/g,可存储锂含量为石墨负极的9倍,同时硅基原材料易获得,成本低。但由于存在热膨胀性差的致命缺陷,膨胀可达自身体积4倍,应用范围有限。
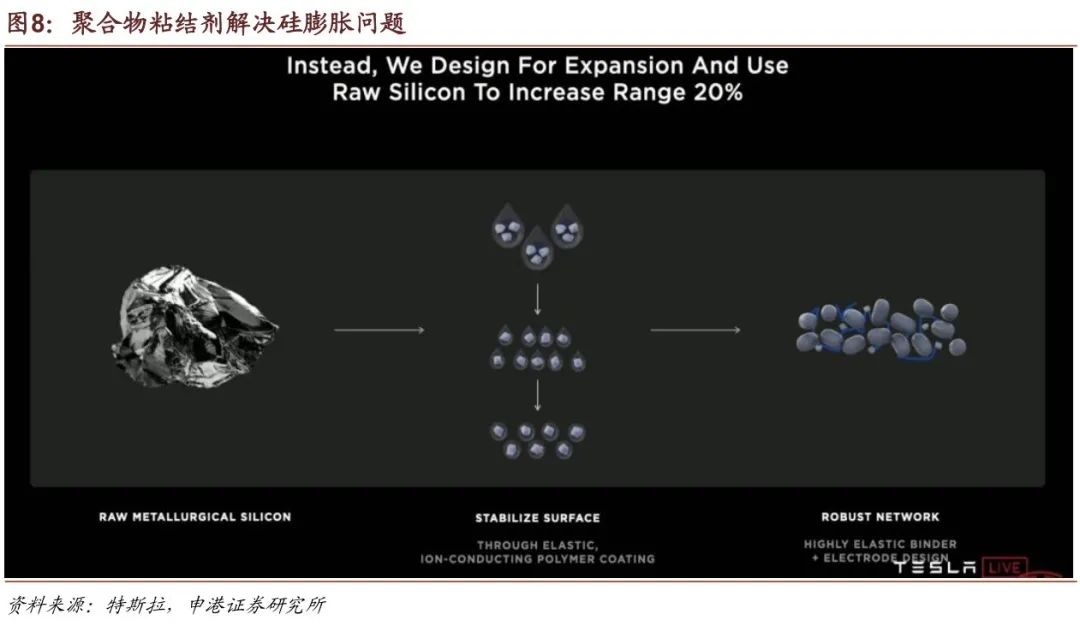
特斯拉对重新进行硅负极设计,给硅元素裹上弹性覆膜材料,不需要用CVD,通过涂层材料方式,聚合物粘结剂解决硅膨胀问题,负极成本降到1.2美元/kWh,并提升20%续航。
特斯拉发布集成式底盘方案,使电池直接成为车架的一部分,进一步去模组化,电池结构更加紧凑,提升车体强度。去模组化一直是特斯拉降低PACK成本、提高电池安全性的重要途径之一。PACK环节在电池成本构成中占比30%左右,通过改变电芯集成形式、减少模组数量,从而减少电芯外零部件的使用、降低装配成本以及简化生产流程。

充分发挥自建电池一体化优势,减少中间环节和零部件数量,降低成本。底盘分为前、中、后三大块,电池只是中间那块,车头和车尾是由合金铸造而成的两个巨大单体结构,特斯拉自主研发满足铸造要求的合金材料,实现集成式底盘。通过一体化生产,可实现电池加工度电节省成本49%、零部件减少79个,底盘零部件减少370件、整车减重10%、续航提升14%的优化目标,下一代电动车续航可达1,000km。


-
特斯拉电池日十大看点2020-09-30
-
特斯拉新电池容量大增超30% 新型电解液溶剂DMC供不应求2020-09-22
-
石大胜华成特斯拉电池原料独家供应商!2020-09-22
-
特斯拉“电池日”产品图泄露:增直径、增容量、降成本?2020-09-18
-
特斯拉电池日下周举行 或将再次提振股价2020-09-18
-
特斯拉新电池图片首次曝光:或命名为“饼干盒”2020-09-17
-
大众内部文件流出 详细对比ID.4与特斯拉Model Y2020-09-16
-
特斯拉正与一家加拿大矿业公司谈判 以采购低碳镍2020-09-15
-
1648亿元规模前景诱人!特斯拉瞄准动力电池回收大市场2020-09-14
-
特斯拉欧洲V3超级充电桩漏洞:其它品牌电动车可免费充电2020-09-14
-
韩国押注串联太阳能电池技术 提高光伏产品效率2020-09-13
-
当特斯拉Model 3碰上五菱宏光MINI EV 胜负如何?2020-09-13
-
众或将于2022年超过特斯拉2020-09-08
-
特斯拉中国官网推出电池回收服务2020-09-07
-
特斯拉中国上线电池回收计划来了2020-09-07